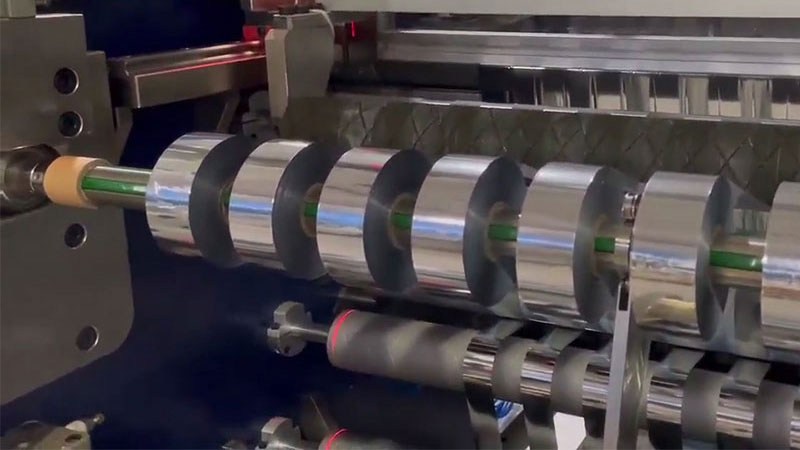
The precision slitting of metal strip is a precision machining process realized by the slitting machine through multi-system collaboration, and its core lies in high-precision control and process optimization. The following are the key technical links to achieve precision slitting:
1. High rigidity slitting system
• Disc tool configuration: tungsten carbide or diamond coated inserts, the cutting edge diameter runout ≤ 0.003mm, the tool life can reach 1000km cutting length. The precision slitting machine is equipped with a hydraulic or servo-driven tool clearance control system, and the adjustment accuracy is ±0.001mm.
• Multi-axis synchronization technology: the main drive shaft and the rewinding reel are controlled by closed-loop servo, and the speed synchronization error is <0.05%, and the tension sensor is used to achieve dynamic compensation.
2. Intelligent tension control
• Multi-stage tension model: inlet tension (typically 15-20% of the yield strength of the material), micro-tension in the slitting zone (3-5%), coiling tension gradient control (decreasing linearly with coil diameter). The composite control of magnetic particle brake + vector motor can make the tension fluctuation <± 1N.
• Edge position detection: The laser CCD edge alignment system (resolution 0.01mm) works with the PID algorithm to achieve ± 0.1mm deviation control to ensure the verticality of the strip entering the slitting module.
3. Dynamic slitting compensation technology
• Thermal Distortion Compensation: The tool temperature monitoring system regulates the coolant flow in real time to control the operating temperature of the insert within the range of ±2°C, reducing the cut width deviation caused by thermal expansion.
• Vibration suppression: The structure of the machine tool optimized by finite element analysis is used to control the vibration acceleration in the slitting process below 0.05g with the active damping device.

4. Process database system
• Establish a library of cutting parameters for different materials (stainless steel, copper alloys, etc.), including:
◦ Tool line speed (stainless steel usually 30-50m/min)
◦ Amount of overlap (5-8% of material thickness for thin strip)
◦ Back angle (typically 12-15°)
5. Closed-loop quality control
• Real-time monitoring by on-line detection system:
◦ Bar width tolerance (up to ±0.02mm)
◦ Burr height (3% of < thickness)
◦ Edge perpendicularity (<0.01mm/mm)
Automatic correction of process parameters by machine learning algorithms.

6. Precision coiling technology
• Constant linear speed coiling (tension taper controlled at 8-12%), with inflatable shaft (radial runout<0.005mm) and EPC deviation correction to ensure that the uniformity of the coil end face <0.1mm.
Typical application cases:
In lithium battery copper foil slitting, an extremely thin strip with a thickness of 6 μm achieves:
• Slitting speed 150m/min
• Minimum slitting width 1.5mm
• Width tolerance± 2μm
• Burr-free
Modern high-end slitting machines have integrated a digital twin system to optimize parameters in advance through virtual commissioning, reducing test machine losses by more than 60%. The key is to choose a differentiated process based on material properties, such as the ductility difference between 304 stainless steel and 6061 aluminum alloy, which is critical to achieving precision slitting.

It not only affects production efficiency but is also directly related to product quality and operational safety.
20. July, 2026
high speed and high precision are no longer just a single choice, but have become a "win-win" goal achieved simultaneously through systematic technical solutions.
20. July, 2026
If you choose the wrong choice, issues like burrs, toner peeling, or even broken strips may follow.
20. July, 2026
The problem of deviation may seem complicated, but as long as you check in the right order, most cases can find the root cause within 15 minutes.
18. July, 2026This article will provide you with a systematic selection approach from three dimensions: core parameters, process matching, and practical experience.
18. July, 2026




