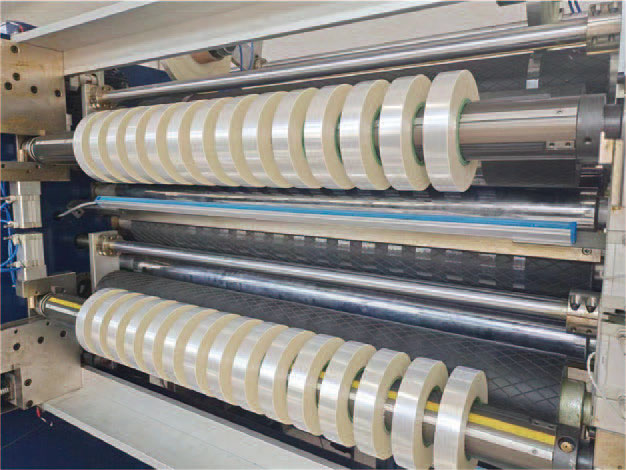
In the film processing industry, PET film is widely used in packaging, electronics, photovoltaics, and other fields due to its excellent mechanical properties, heat resistance, and optical properties. However, in the slitting stage, a seemingly subtle but far-reaching issue has long troubled manufacturers—uneven winding and uneven ends. This not only affects product appearance but also directly impacts downstream customers' roll-out efficiency and yield rate. How can the end face of PET film be cut as smooth as a knife cut? The answer lies in the precision control and process optimization of the slitting machine.
1. The root cause of uneven ends: It's not just about 'cutting.'
Many operators mistakenly believe that uneven end faces are simply due to insufficient cutting blade sharpness. In fact, this is a comprehensive system issue involving tension, air, electrostatics, and mechanical precision:
• Tension fluctuations: Uneven winding tension leads to uneven tightness between film layers and naturally uneven edges.
• Air entrance: During high-speed operation, excess air is introduced between the films, causing slippage and end face misalignment.
• Static interference:P ET films are prone to generating static electricity, which attracts dust and causes the film layers to repel each other, disrupting the neat arrangement.
• Parallelism deviation between the pressure roller and the rewinding shaft: Even a 0.1mm deviation, after accumulating several hundred meters, will form a noticeable end-face "telescope" phenomenon.

2. Technological Upgrade: How Slitting Machines Achieve "Zero Defects on End Faces"
Modern high-performance PET film slitting machines have shifted from simple speed improvements to integrated designs with precision control + intelligent compensation.
1. Closed-loop tension control: from "constant tension" to "taper tension"
Traditional slitting machines use constant tension control, but as the roll diameter increases, the stress on the outer film actually increases, which can easily cause internal loosening and external tightness. Advanced models introduce taper tension control, meaning the winding tension gradually decreases according to a set curve as the diameter increases. Combined with high-response servo motors and tension sensors (such as floating rollers or weighing sensors), it ensures uniform force on each film layer. For PET films (high modulus, minimal deformation), precise initial tension settings are especially needed (typically 5–15N/m, depending on thickness).
2. Intelligent pressing and leveling system for rollers
To address air entrage and slippage, high-end slitting machines use a combination of back pressure roller + rubber pressing roller. The pressure of the pressure roller can be automatically adjusted according to changes in the winding diameter, and threaded or curved grooves are designed on the roller surface to effectively guide air between layers. At the same time, equipped with curved stretching rollers or finger-shaped expanders, the original wrinkles and wavy edges of the film are eliminated before slitting, reducing end face undulation at the source.
3. Static elimination and cleaning system
In the PET film slitting area, AC or pulse-type static elimination rods are installed, paired with ion air nozzles, to neutralize static electricity on the film surface in real time. Some models also integrate a non-contact dust removal device that uses high-speed airflow to remove edge debris, preventing fine particles from embedding in the end face.
4. High-rigidity mechanical structure and digital tool adjustment
The wall panels and rewinding arms of the slitting machine use thickened castings or welded steel plates, undergoing aging treatment and precision machining to ensure long-term operation without deformation. In terms of the cutting cutter system, manual adjustment has been upgraded to servo drive + digital positioning, with an up-and-down blade gap accurate to 0.01mm, and each blade is independently adjusted to accommodate PET films of different widths and thicknesses (12–250μm).

3. Practical Case: End face flatness reduced from ±2mm to ±0.5mm
An optical film coating company used an old slitting machine to slice 50μm PET protective film, resulting in uneven end faces reaching ±2mm, causing frequent downtime in the downstream die-cutting process. After upgrading to the new closed-loop tension slitting machine, the following measures were taken:
• Change the winding tension curve from linear mode to segmented taper mode (initial tension 12N, final tension 6N);
• Added active curved leveling roller, synchronizing speed with film speed;
• Installed a closed-loop static elimination system, reducing surface residual voltage from ±8kV to ±50V.
The final end face flatness remained stable within ±0.5mm, with winding hardness and face appearance close to the original film level, increasing customer straightness by 18%.
4. Daily maintenance: Maintain the final barrier of flatness
No matter how good the equipment is, without maintenance, it cannot last long. Here are a few key points:
• Check the cutting blade gap each shift: Use feeler gauges or laser tool setters, with upper and lower blade overlap controlled between 0.5–1.5mm (PET film is harder, with slightly greater overlap than PE film).
• Regularly calibrate the tension sensor: check monthly with weights, with an error not exceeding ±1%.
• Clean pressure rollers and leveling rollers: Prevent foreign matter adhesion on the rubber roller surface, which can cause uneven local pressure.
• Monitor rewinding runout: Use a micrometer to check the runout at the shaft end; if it exceeds 0.05mm, it needs to be trimmed or replaced.
5. Looking Ahead: Intelligent Closed-Loop Control
With the penetration of Industry 4.0 technology in the film slitting field, the new generation of PET film slitting machines has begun to be equipped with online end-face visual inspection systems: using high-speed linear camera array cameras to capture the winding edge contour in real time. Once wavy edges or mislayering are detected, the system automatically fine-tunes taper tension, roller pressure, or edge air blowing intensity to form a dynamic correction closed loop.
It is foreseeable that "incomplete collection" will become a historical term. For companies pursuing high-quality PET film products, investing in slitting machines with precise tension control and intelligent compensation not only solves the problem of end-face flatness, but is also an essential key to unlocking high value-added markets such as optical films, release films, and new energy tapes.
Conclusion
The flatness of the end face of PET film slitting may seem like the "last centimeter" detail, but it actually reflects the craftsmanship level of the entire processing chain. From tension control to static electricity elimination, from mechanical rigid to intelligent adjustment, every step of improvement is moving closer to a "mirror-smooth, smooth end face." Saying goodbye to uneven rolls is not about empirical unpacking and recutting, but about technology-driven systematic solutions. When the edges of each roll of film are as straight as a ruler, the company's quality image will also stand tall.

It is necessary to systematically investigate and resolve issues from four dimensions: process parameters, equipment status, excipient quality, and technological innovation.
10. July, 2026
This multilayer structure makes it far more sensitive to slitting processes than ordinary films or paper.
07. July, 2026By 2026, the following five technological breakthroughs are redefining industry standards for slitting efficiency and value.
06. July, 2026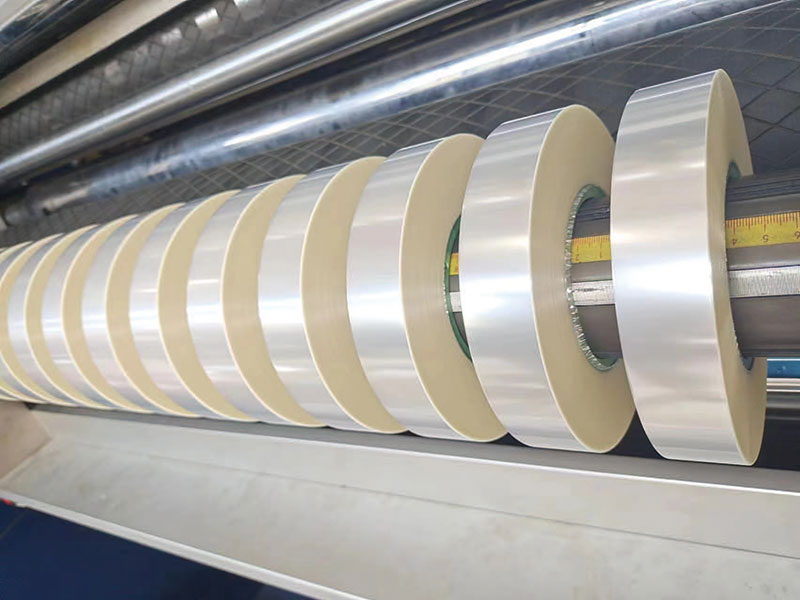
slitting machines are the core equipment for slicing wide, large rolls into narrow rolls of specific specifications.
02. July, 2026From the perspective of full lifecycle cost, the cheapest option is often the most expensive decision.
29. June, 2026




