The hot stamping foil slitting machine needs to take into account stability and accuracy at the same time in high-speed operation, which puts forward extremely high requirements for equipment design, process control and material characteristics. The following is an analysis from three aspects: technical principles, critical control points and optimization strategies.
First, the core challenge of high-speed slitting
1. Material properties
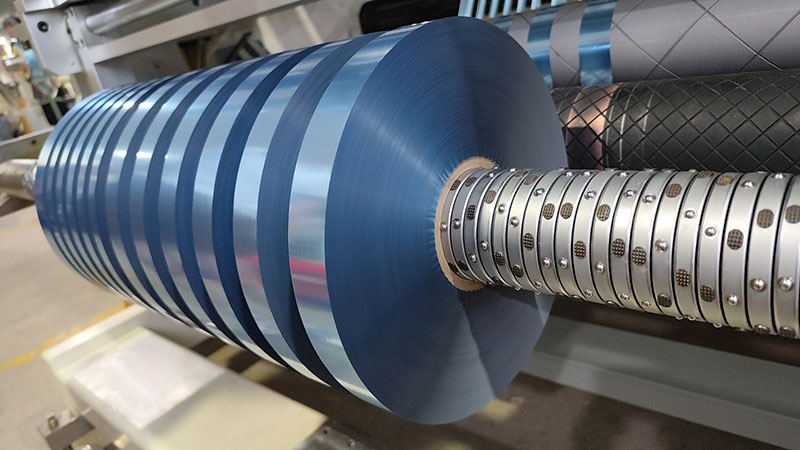
• The thickness of the hot stamping foil is only 0.8-12μm, which is easy to wrinkle and break due to tension fluctuation, thermal deformation or mechanical vibration.
• The surface aluminum plating layer (such as PET substrate) has high hardness, and it is easy to produce burrs or edge tears during slitting.
2. Process contradictions
• Speed and accuracy: The increase in slitting speed will lead to an increase in film inertia, and the difficulty of tension control will increase exponentially.
• Efficiency and loss: At high speeds, small deviations can be magnified into full rolls of scrap (e.g. 1mm deviation can accumulate up to 1m on 1000m rolls).
2. Stability guarantee technology
1. Tension control system
• Closed-loop feedback: Servo motor + high-precision tension sensor (accuracy ± 0.1N) is used to dynamically compensate for film expansion and contraction.
• Multi-section control: unwinding, slitting, and winding are divided into independent tension zones to avoid mutual interference.
• Example: A machine uses a PID algorithm to reduce the tension fluctuation from ±5% to ±1.5%, and the material breakage rate is reduced by 60%.
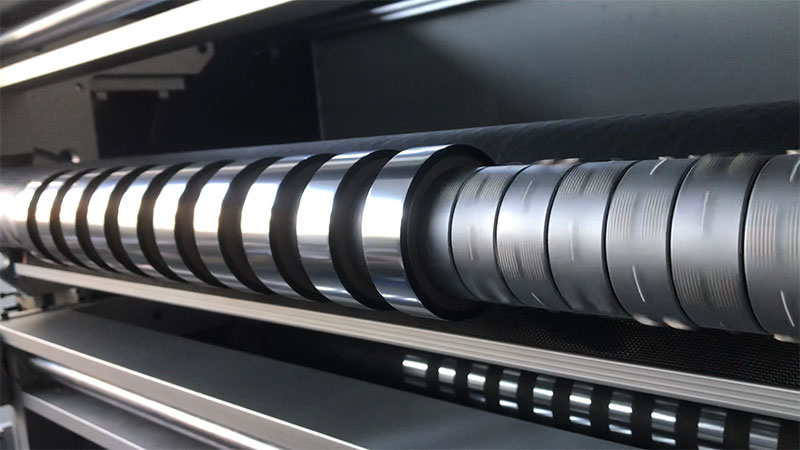
2. Optimization of mechanical structure
• Spindle stiffness: Hydrostatic bearing or air bearing is used to reduce radial runout (≤0.005mm) during high-speed rotation.
• Roller balancing: The slitting roller needs to be dynamically balanced (G0.4 class) to avoid vibration caused by centrifugal force.
• Shock-absorbing design: The base of the equipment is equipped with a rubber vibration isolation pad to isolate the ground vibration interference.
3. Environmental control
• Temperature and humidity: temperature fluctuation ≤± 2°C, humidity ≤ 40%, to prevent moisture absorption and deformation of the material.
• Cleanliness: The slitting area needs to meet the 10,000-level cleanliness standard to avoid dust embedded in the aluminized layer.
3. Precision guarantee technology
1. Tooling system
• Blade material: Cemented carbide (such as CBN) is selected, the hardness is HV3000 or more, and the wear resistance is increased by 5 times.
• Blade angle: dynamically adjusted according to the thickness of the foil (e.g. 12° shallow angle for 3μm foil, 20° acute angle for 12μm foil).
• Round knife runout: the radial runout of the tool shaft needs to be ≤0.003mm, otherwise there will be wavy edges.
2. Positioning system
• Servo tracking: using linear motor + grating ruler, positioning accuracy up to ±0.01mm.
• Guiding control: The edge sensor monitors the foil offset in real time and automatically adjusts the slitting position.
3. Visual inspection
• In-line detection: The CCD camera scans the slitting edge at a frequency of 1000Hz and automatically rejects defective products.
• Data analysis: Record the width deviation and number of burrs per roll of foil for process optimization.

Fourth, high-speed slitting optimization strategy
1. Segmented acceleration
• Adopt the "S-curve" acceleration mode to avoid the tensile deformation of the material caused by rapid acceleration.
• Example: Acceleration from 0 to 300 m/min takes 15 seconds instead of 5 seconds.
2. Thermal management
• The tool is equipped with a cooling circulation system to prevent the oxidation of the aluminium plating layer caused by high temperatures.
• The temperature of the roller is controlled at 25-30°C to avoid thermal shrinkage of the material.
3. Intelligent maintenance
• Tool life prediction: Monitor blade wear with vibration sensors for early warning of replacement.
• Adaptive control: Automatically adjust parameters such as tension and speed according to the foil batch.
5. Case comparison
| project | Legacy equipment | Optimized post-device | Boost the effect |
| Slitting speed | 150m/min | 300m/min | 100% increase in efficiency |
| Width deviation | ±0.1mm | ±0.02mm | The accuracy is improved by 5 times |
| Breakage rate | 5 times/10,000 meters | 1 time/10,000 meters | 80% reduction in losses |
| Burr length | 10-20μm | ≤5μm | Improved surface quality |
6. Future trends
1. Digital twin: Optimize slitting parameters through virtual simulation to reduce the cost of trial and error.
2. AI vision: Defect recognition based on deep learning has an accuracy rate of more than 99%.
3. Modular design: quick change of tools and rollers, adapt to different materials (such as PET, BOPP).
conclusion
The stability and accuracy of the high-speed hot foil slitting machine need to be achieved through mechanical-electrical-process collaborative optimization. The key points are:
• Stability: tension control, mechanical stiffness, environmental cleanliness;
• Accuracy: tool system, positioning accuracy, visual inspection.
Through technological innovation, the efficiency of the equipment can exceed 300m/min, and the slitting accuracy is increased to ±0.02mm, which can meet the strict needs of high-end packaging, electronic labels and other industries.

It not only affects production efficiency but is also directly related to product quality and operational safety.
20. July, 2026
The problem of deviation may seem complicated, but as long as you check in the right order, most cases can find the root cause within 15 minutes.
18. July, 2026This article will provide you with a systematic selection approach from three dimensions: core parameters, process matching, and practical experience.
18. July, 2026this guide will take you from scratch in the most straightforward way, safely and properly completing the first volume slitting.
18. July, 2026essentially transforms the traditional "experience-driven" production model into a modern manufacturing model driven by data + intelligent decision-making.
10. July, 2026




