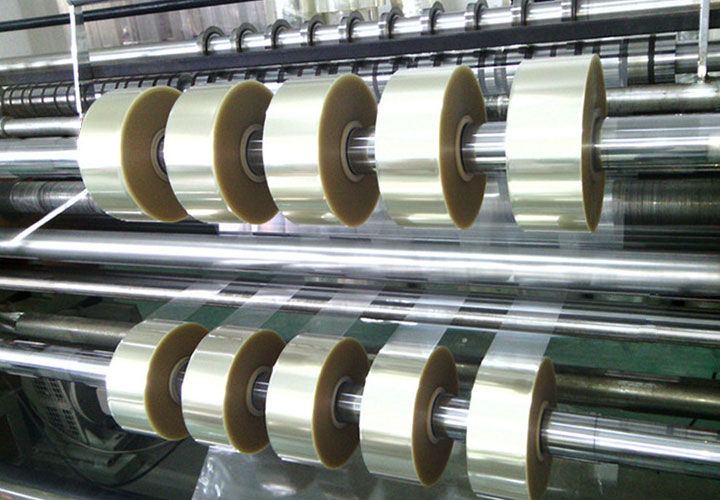
There may be a variety of failures during the operation of the film slitting machine, which affects the product quality and production efficiency. The following are troubleshooting and resolving common faults, sorted by problem type:

First, the curl edge is uneven (serpentine/uneven edge)
1. Unwinding tension is uneven
◦ Check that the unwinding magnetic powder clutch or brake is working properly
◦ Confirm the parallelism between the unwinding reel and the reeling reel (the error should be ≤0.05mm/m)
◦ Use a tensiometer to detect the tension difference between the two sides of the film (recommended to be controlled within 5%)
2. Guide roller problem
◦ Check the parallelism of each guide roller (calibrated with a spirit level)
◦ Clean the surface of the guide roller (residual glue stains or abrasion can cause the film to deviate)
◦ Confirm the hardness of the rubber roller (60-70 shore hardness is generally recommended)
3. Slitting knife status
◦ Check the wear of the cutting edge of the round knife (it is recommended to grind every 8 hours)
◦ Adjust the blade angle (typically 15-25° inclination)
◦ Confirm the air pressure of the tool seat (normal range 0.3-0.6MPa)
Second, tension out of control (broken film/relaxation)
1. Sensor failure
◦ Clean the tension transducer probe (at least once a month)
◦ Calibrate the sensor with standard weights (error >2% to replace)
◦ Check whether the signal line is properly shielded (to avoid inverter interference)
2. The PID parameter is abnormal
◦ Reset the PID parameters of the tension controller (refer to the default value in the device manual)
◦ The adjustment scale band (P) is usually set to 5-15%, and the integration time (I) is 0.5-3 seconds
◦ Feedforward control needs to be enabled during high-speed operation
3. Mechanical transmission problems
◦ Check for belt wear (toothed belt elongation >3% needs to be replaced)
◦ Test magnetic particle clutch response time (normal<50ms)
◦ Lubrication of slip shafts (using high-temperature lithium grease)

Third, quick reference table of common mechanical faults
| Fault phenomenon | Possible causes | solution |
| Cut the burrs | Blade passivation/excessive temperature | Replacement of ceramic-coated blades (200°C+) |
| Rewind the tendons | The pressure of the roller is uneven | Adjust the air pressure to 0.4±0.05MPa |
| Electrostatic adsorption | Humidity < 40%RH | Turn on the ion bar (voltage 6-8kV) |
| Abnormal noise | Lack of oil in the bearing (operating temperature > 70°C) | Replace NSK or SKF bearings |
Fourth, advanced maintenance suggestions
1. Weekly maintenance
◦ Check the parallelism of the roll system with a laser aligner
◦ Recording of spindle vibration value (> 2.5mm/s dynamic balancing required)
2. Material adaptability
◦ PET film: the recommended tension is 1-2kg/cm², and the speed ≤ 300m/min
◦ PE film: tension 0.5-1.5kg/cm², need to reduce static electricity
3. Intelligent diagnosis
◦ Installation of vibration sensors to monitor bearing condition (FFT spectrum analysis)
◦ Use a thermal imaging camera to check the electrical cabinet terminals (temperature difference >15°C is abnormal)
In the event of a complex fault, it is recommended to isolate the problem segment (e.g., test the unwinding or winding unit separately) and then diagnose it in combination with the PLC alarm code (e.g., the 162523 of Siemens S7-1200 stands for tension overrun). For servo-driven models, it is also necessary to check whether the electronic gear ratio parameters match the mechanical reduction ratio.

It is necessary to systematically investigate and resolve issues from four dimensions: process parameters, equipment status, excipient quality, and technological innovation.
10. July, 2026
This article will provide an in-depth analysis of the two core pillars of high-precision solar film slitting machines: tension control and closed-loop correction.
06. July, 2026By 2026, the following five technological breakthroughs are redefining industry standards for slitting efficiency and value.
06. July, 2026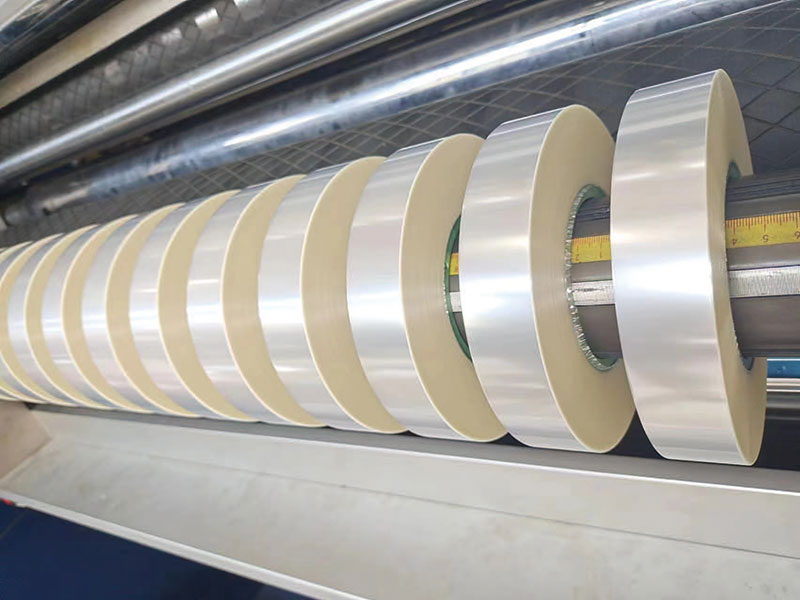
slitting machines are the core equipment for slicing wide, large rolls into narrow rolls of specific specifications.
02. July, 2026In other words, for every 100 rolls of finished film, 5 to 8 rolls of value silently disappear during the slitting process.
01. July, 2026




